
Secondary Finishing: Equipment
|
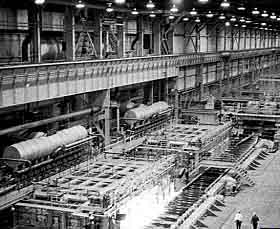
Courtesy of “The Making, Shaping, and Treating of Steel”, Association of Iron and Steel Engineers. |
Equipment
Combustion Technology
Energy Consumption
Process Description
R&D Trends
Most reheat furnaces in use in the steel industry are continuous. The most common configuration is the pusher furnace or walking beam furnace. These furnaces differ only in the manner of material movement through the hearth bed. Roller hearth furnaces are a part of continuous strip production practice. Form some billet and bar stock, rotary hearth furnaces are used. The furnaces may also differ in the number of heating zones, the position of the loading and exit doors, and the orientation of the product in the furnace. For certain shapes and specialty applications, large batch furnaces, also called in and out furnaces, are used for reheating. Finally, continuous bar casting and thin slab casting practice have used induction heating in some installations.
Pusher Furnace
Pusher furnaces have a rectangular hearth from 50′ to 150′ long and 10′ to 40′ wide. Product being heated is pushed through the hearth in a continuous line. The product rests on skid rails made of refractory or water cooled pipe. The furnace may have more than one heating zone with burners above and sometimes below the bed with the flame direction counter-current to the material movement. Steel hot rolling requires an exit temperature of about 2200°F to 2400°F.
The two slab heating furnaces shown in the photograph are both 105′ long and 40′ wide. The furnace handles up to 40′ long slabs moving transversely through the bed to the discharge. The furnaces use recuperated burners (800 MMBtu/hour per furnace) and powered exhaust that can be diverted to waste heat boilers.
Walking Beam Furnace
Walking beam furnaces are used for billet, bloom, and slab reheating. The work moves through the furnace by means of the walking beam, the action of which is shown in the graphic. The work is lifted and moved forward through the furnace. The beam must be protected from the high heat requirements by water cooling and refractory cladding. Cross firing with side-wall burners above and below the stock is used or roof and floor mounted radiant burners. Walking beam furnaces are more expensive and complex than pusher furnaces, but they eliminate pileups and sticking of the stock and provide for more even heating and elimination of skidmarks (cold marks of the work caused by contact with the water cooled rails of a pusher furnace).
Roller Hearth Furnaces
Roller hearths are more common in heat treating applications of smaller cross section work. However, they are being considered along with direct rolling schemes to provide equalization of hot charged slabs. The roller hearth allows longer slabs to be charged than would be practical in either a pusher or walking beam furnace. Slabs move through the furnace in a lengthwise direction; this configuration results in furnace dimensions that are considerably longer (up to 600′) and narrower than pusher or walking beam. Sidewall burners are cross fired above and below the work. Auxiliary burners fire through the sidewalls in line with the slab edges to provide edge heating.
Rotary Hearth Furnaces
Rotary hearths are used only for reheating certain specialty products such as railroad wheel blanks or other large forgings and for heating rounds in seamless tube mills. Furnaces can be up to 100′ in diameter with a large moving bed that allows charging and discharging through the same door. Burners can be either roof mounted or mounted on both the inside and outside walls. Rotary hearths minimize labor requirements by having charging and discharging at the same end, but space requirements are large and hearth area efficiency is low.
Batch Furnaces
Bloom heating for large structural mills is often carried out in a large batch furnace (in and out). The furnace resembles a hearth type soaking pit furnace. Loading and unloading are through the same door using manipulator trucks, crane operated tongs, or monorail suspended tongs. Burners are located in the end walls or in the roof. This type of batch furnace can have a hearth as large as 20′ by 50′.